
New product development is an essential part of R&D, which help to improve company’s competitive advantage in the near future in terms of profitability, market share and brand image.

Abstract
In India all leading newspaper publishers are printing their business & financial news mainly on imported pink newsprint. Financial Times has used the pink newsprint paper in 1893 in UK to distinguish it from other publications. A detailed R&D was carried out by Emami Paper Mills to develop pink newsprint from 100% recycled fiber and it was commercialized in April, 2009 and supplied to the leading newspaper publishers. A system was developed to manufacture pink newsprint at PM3 & white newsprint at PM2 simultaneously by taking pulp from same de-inking plant. Emami Paper Mills is one of the largest manufactures of recycled fiber based newsprint and writing & printing paper in India, producing 400 TPD at Balasore unit & 50 TPD at Gulmohar unit.
Development of Pink Newsprint
Experiment Undertaken
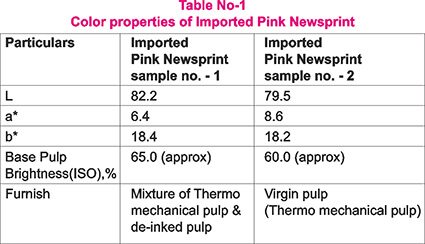
Detailed analysis of two imported pink newsprint samples (received from leading newspapers publisher) was done in R&D section. The color of the paper samples were measured as per TAPPI standard (Table No – 1) and shade of the imported pink newsprint paper sample no – 2 was approved as Emami is producing de-inked pulp having brightness 60-61% (ISO). Three leading indigenous dye suppliers were approached to supply suitable direct dye as per requirement. Several experiments were conducted to develop required shade. Out of three suppliers, one supplier with their technical expertise was able to supply suitable dyes to match required shade. Emami was able to get the required shade in laboratory by using orange & yellow dyes in proper ratio.
Outcomes
1. Emami was able to produce international quality pink newsprint from 100% de-inked pulp maintaining all the properties (Physical, Strength & Optical). However it is important to develop similar pink shade.
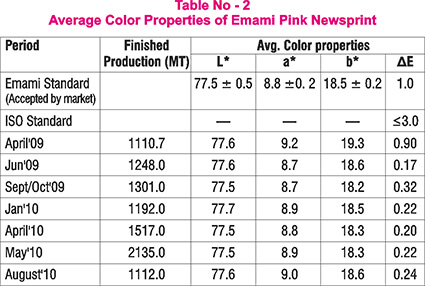
2. Consistent quality was maintained in terms of shade in the entire commercial run (Table No-2).
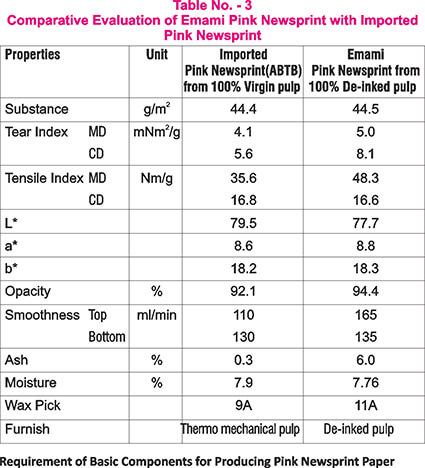
3. Strength properties are better than imported pink newsprint (Table No-3) and in case of color properties except L* value was almost nearer to imported pink newsprint paper, while a* & b* values are similar to the pink newsprint. However L* value is slightly lower as our base pulp is 100% de-inked pulp in comparison to 100% virgin pulp (thermo mechanical pulp) of imported pink newsprint .
We should not see ΔE as a whole, individual ΔL*, Δa* & Δb* are most important for matching the shade. ΔE is used for –
— How far off is a print proof from the original
— How effective is a particular profile for printing or proofing
ΔL* = difference in lightness / darkness value +
= lighter, – = darker ΔL* = L* sample – L* standard
Δa* = difference in red / green axis +
= redder, – = greener Δa* = a* sample – a* standard
Δb* = difference in yellow / blue axis +
= yellower, – = bluer Δb* = b* sample – b* standard
ΔE* = total color difference value ΔE
= ΔL2 + Δa2 + Δb2
ΔE is not always reliable by itself. In the following example batch 1 is visually a good match to the standard. Batch 2 is not similar to batch 1, however they both have the same ΔE value. For Batch 2 all of the difference is in the “a” value (less green) and is visually unsuitable.
Standard Batch 1 ΔE* = (0.57)2 + (0.57)2 + (0.57)2 = 1
Batch 2 ΔE* = (0.0)2 + (1.0)2 + (0.0)2 = 1

1. Modern De-inking plant equipped with latest technology & automation for producing base pulp of 60-61% (ISO) brightness. De-inking plant installed at Emami includes high consistency pulping, high density centri-cleaning, combiscreening, heavy weight centri-cleaning, pre-flotation, fine screening, dispersing system, oxidative bleaching, post flotation, reductive bleaching systems. The stickies and dirt specks removal efficiencies are 98 % and 96 % respectively.
2. Paper Machine with latest technological advanced equipments & QCS system
• Special Features in PM3:
• Wire Section: Bel-BaieIV Horizontal Gap former designed to dewater from both side of paper web resulting in minimal, two sidedness, good formation and tensile ratio.
• Press Section: The press is having Nipco Roll in I & III Nip and Center Roll is ceramic coated for better sheet release.
• Calender Section: Two stack softnip calender.
• Entire Plant is being operated through D.C.S.
• QCS System
• QCS System: To sense & control machine direction GSM, moisture & ash, along with cross direction dry weight, moisture and caliper.
• Head Box: Equipped with cross direction dry weight control for better quality final product.
• Press Section: Equipped with steam profiler (Devronizer) on suction roll to control cross direction moisture profile.
• Calender Section: Heated roll is equipped with Cal Coil for cross direction caliper profile.
• Proper planning is done during change over from white to pink & pink to white with minimum down time.
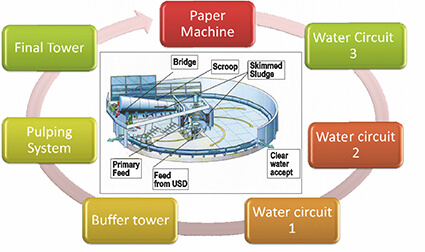
3. Water Circuit
It plays a major role in the quality of pink newsprint. During the first pink newsprint run, part of PM3, disc filter filtrate was used only for diluting final tower pulp going to PM3. Excess water was getting drained causing fiber losses which reduces yield. During pink run in PM3 fresh water was utilized for PM2 pulp supply dilution. Gradually by improving the dye quality, optimizing the dye consumption, and minding the water circuit we were able to utilize complete back water of PM3 in de-inking plant & for dilution of pulp going to both paper machines without affecting paper quality of PM2 producing white newsprint. It improved yield by eliminating fresh water consumption even in pink run.
4. Superior quality dyes along with preparation & dosing system
Tailor made dyes were developed with a mixture of powder direct dyes having very good light fastness & bleed fastness. The exhaustion and substantively is also good resulting clear back water.
• Measure taken at supplier end to have consistent supplies
All the basic components of dyes were tested and after approval from QA, the batch was charged by the dye manufacturer. The final product was also evaluated by making paper sheet against standard sample for L*, a*, b* values, based on which the batch was passed. Thus the quality of each and every consignment was assured before dispatching. The consistent values were reflected L*, a*, b* in final product, and in all the pink paper production run.
• Measures taken at Emami for consistent quality
Each consignment of dye was tested for L*, a*, b* values & also compared with the previous consignment in the R&D section before issuing to process. Dye was dissolved in hot water in a dye preparation tank maintaining temperature from 850 to 900C. Temperature of dye storage tank was also maintained from 850 to 900C for better dissolution of undissolved particles. Various sizes of mesh were provided at different points before dosing the dye for eliminating undissolved dye particles & foreign material.
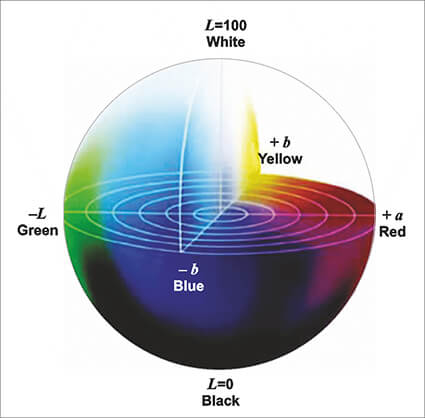
5. Spectrophotometer for Color Measurement

Color is often discussed in terms of shade. Shades are described on the basis of 3 primary colors red, blue & green (though the set of red, yellow & blue is popular among artists). In the paper industry the CIE L*, a*, b* scale has been widely adopted and provides an easily understanding system for specifying how one sample differ in color from another. The L* value represents the mathematical approximation of the black & white response of the eye. A perfect white has an L value of 100, while black has an L value zero. A plus value of a* indicates redness & a minus value greenness. A plus value of b* indicates yellowness and a minus value, blueness. In the L*, a*, b* color system, the total color difference between standard & sample can be computed with the equation i.e. ΔE = ΔL2 + Δa2 + Δb2. The goal in color matching is to reduce ΔE in the figure to the point where the sample & the standard appear to be the same color to a human observer. The spectrophotometer is the basic instrument (confirms to the direction in ISO 2469) for measuring color, brightness & opacity of paper).
Conclusion
• Imported pink newsprint paper is replaced by Emami’s pink newsprint paper.
• ΔE is maintained below 0.4 in different commercial run except in the trial run (0.9) & ΔL, Δa & Δb are being maintained minimum for correct & consistent color shade.
• Emami standard pink newsprint is comparable with imported pink newsprint manufactured from virgin pulp (thermo mechanical pulp) in terms of shade with better strength properties

