
By Subhash Deodhar
 Water is absolutely essential for papermaking. Not only is it needed to move all papermaking raw materials within the paper mill, but it is also critical for the paper forming process itself. During drying of paper, water brings the fibers close enough to form bonds between the cellulosic fibers resulting in coherent strong paper. Though water is critical for papermaking, it is not a raw material for making paper. Raw materials such as wood, waste paper, or minerals are processed and converted into final product. Fuels are consumed to generate energy. By contrast, water is simply “borrowed” from rivers. It is returned back to the river at the end of the papermaking process. Obviously, the paper industry has to make sure that the quality of water returned to the river is very similar to the quality of water borrowed from the river.
Water is absolutely essential for papermaking. Not only is it needed to move all papermaking raw materials within the paper mill, but it is also critical for the paper forming process itself. During drying of paper, water brings the fibers close enough to form bonds between the cellulosic fibers resulting in coherent strong paper. Though water is critical for papermaking, it is not a raw material for making paper. Raw materials such as wood, waste paper, or minerals are processed and converted into final product. Fuels are consumed to generate energy. By contrast, water is simply “borrowed” from rivers. It is returned back to the river at the end of the papermaking process. Obviously, the paper industry has to make sure that the quality of water returned to the river is very similar to the quality of water borrowed from the river.
Wood- and agro-based mills tend to have both pulping and papermaking operations. The excess process water from the paper machine operation is not suitable for use in the pulping operation and vice versa. Thus, the water usage in these mills is generally high. Waste-paper mills, on the other hand, can have very low water usage since water can be recycled or reused anywhere in the mill. This article will focus on water usage in waste paper mills in India and worldwide.
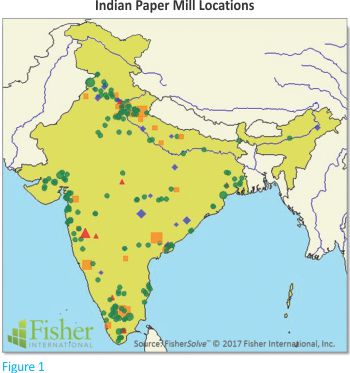
Recognizing that water is a lifeline for paper manufacturing, historically paper mills have been established very close to abundant sources of water. In India, there are about 800 paper mills. Roughly half of them are small, producing less than 50 tons of paper per day. Most of the mills are located along various rivers. The Ganga river basin alone is home to more than 200 mills. Most mills in Gujarat are along Tapi and Narmada rivers. East coast mills in Tamil Nadu, Andhra Pradesh, and Odisha are mainly along Kaveri, Godavari, Krishna or Mahanadi rivers or their tributaries.
Using FisherSolve™, Fisher International’s worldwide database of paper mills producing more than 50 tons of paper per day, we analyzed 294 paper mills in India for which water data is available. Figure 1 is a FisherSolve™ map of paper mills in India. The green dots are for waste-paper or recycled-paper based mills. 230 out of 294 sites are based solely on waste paper and account for 63% of paper production.
Water Usage
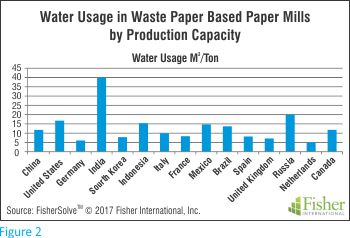 Average water usage in waste-paper-based mills in India is 59 M3/Ton according to 2010 report prepared by IL&FS EcoSmart for Government of India. According to current FisherSolve data, the average water usage is 39 M3/Ton. This is quite high when compared to 16 M3/Ton for similar paper mills in USA and 8 M3/Ton for similar mills in EU (European Union) countries as evident in Figure 2 (countries are listed in order of production – highest to lowest).
Average water usage in waste-paper-based mills in India is 59 M3/Ton according to 2010 report prepared by IL&FS EcoSmart for Government of India. According to current FisherSolve data, the average water usage is 39 M3/Ton. This is quite high when compared to 16 M3/Ton for similar paper mills in USA and 8 M3/Ton for similar mills in EU (European Union) countries as evident in Figure 2 (countries are listed in order of production – highest to lowest).
Recent water usage guidelines by CPCB (Central Pollution Control Board) for paper mills in the Ganga river basin are 20 M3/Ton for waste paper based mills making bleached paper grades and 15 M3/Ton for unbleached paper grades.
The process and technology in waste paper mills is identical all over the world. So the numbers point to the great opportunities for water usage reduction in Indian paper mills. Every drop of water that comes into the paper mill has to go out either as effluent or be evaporated into the atmosphere. Less than 10% of water is evaporated.
Paper Mill Water Balance
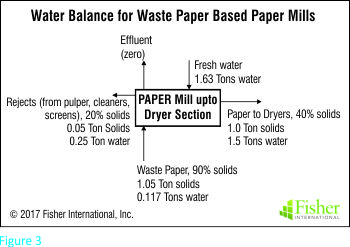 A simple mass balance for water in a waste-paper-based paper mill is shown in Figure 3. The paper mill block is drawn to exclude the dryer section. Water is evaporated in the dryer section and goes into the atmosphere. Waste paper and fresh water are going into the mill. Coming out are various reject contaminants and wet paper. Paper coming out of the press section (entering the dryer section) is assumed to be 40% solids or 60% water. The rejects are assumed at 5% of waste paper and at 20% solids. The simple mass balance shows that for every ton of paper produced, even if the effluent is zero, the mill requires 1.63 tons (or 1.63 M3/Ton) of fresh water intake. Any additional quantity of fresh water that comes in must go out as effluent. So the best action plan to reduce effluent is to minimize fresh water usage. If water does not come in, then there will be nothing to go out.
A simple mass balance for water in a waste-paper-based paper mill is shown in Figure 3. The paper mill block is drawn to exclude the dryer section. Water is evaporated in the dryer section and goes into the atmosphere. Waste paper and fresh water are going into the mill. Coming out are various reject contaminants and wet paper. Paper coming out of the press section (entering the dryer section) is assumed to be 40% solids or 60% water. The rejects are assumed at 5% of waste paper and at 20% solids. The simple mass balance shows that for every ton of paper produced, even if the effluent is zero, the mill requires 1.63 tons (or 1.63 M3/Ton) of fresh water intake. Any additional quantity of fresh water that comes in must go out as effluent. So the best action plan to reduce effluent is to minimize fresh water usage. If water does not come in, then there will be nothing to go out.
Fresh Water Usage
The major categories of fresh water usage in a waste-paper-based paper mill are:
- Pulping and pulp dilution
- Hoses for general cleanup
- Showers
- Seal water for vacuum pumps and other pumps
- Boiler water makeup
- Chemicals makeup
- Cooling of press rolls, air compressors, etc.
Whitewater or water drained from papermachines can be used in place of fresh water in most instances. Important whitewater quality attributes are clarity (concentration of fibers, fines, fillers and other solids), pH, temperature and concentration dissolved solids.
Pulping and pulp dilution – There is no good reason to use fresh water for pulping and pulp dilution. Clarity has no consequence. Temperature and pH of whitewater are actually more suitable than fresh water.
Hoses for general cleanup – A number of mills around the world use whitewater in hoses. The whitewater temperature should not be very high; otherwise it will be unsafe for the workers to handle the hoses. The pH should be near neutral (6-8). The clarity should be good; high concentration of solids in whitewater will lead to deposition of those solids on various surfaces.
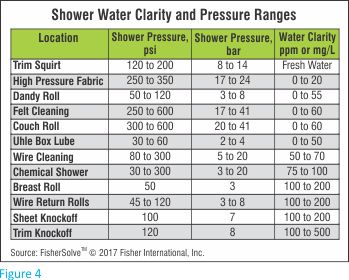 Showers – Water showers are used at various locations on paper machines. Water pressure varies by application. Whitewater temperature and pH are very suitable for use in showers. Clarity is the most important quality concern. Concentration of solids needs to be lower as the water pressure goes up. Figure 4 lists most common shower application points, pressure range and desired water clarity.
Showers – Water showers are used at various locations on paper machines. Water pressure varies by application. Whitewater temperature and pH are very suitable for use in showers. Clarity is the most important quality concern. Concentration of solids needs to be lower as the water pressure goes up. Figure 4 lists most common shower application points, pressure range and desired water clarity.
Various types of equipment are available for whitewater clarification. Figure 5 lists most common types of equipment used and resultant water clarity:
Seal water for vacuum pumps and other pumps – Temperature is the most important attribute for vacuum pump seal water. The temperature should be as low as possible for most efficient operation. Higher temperature will lead to 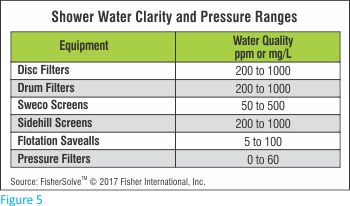 increase in power consumption and greater mechanical wear of the pumps. Fresh water is generally available at much lower temperature than whitewater. If the seal water coming out of the liquid ring vacuum pumps does not get contaminated then water can be reused by keeping it in a separate loop. A cooling tower in the water loop will help to keep the water temperature low. If the seal water gets contaminated then it can be eventually mixed with whitewater for use elsewhere in the mill. If the whitewater temperature is not substantially different from fresh water temperature, then good clarity whitewater can be used as seal water for vacuum pumps. Whitewater is generally adequate for use as seal water for most other pumps. Another option for regular pumps is to change over to mechanical seals, thus completely eliminating the need for seal water.
increase in power consumption and greater mechanical wear of the pumps. Fresh water is generally available at much lower temperature than whitewater. If the seal water coming out of the liquid ring vacuum pumps does not get contaminated then water can be reused by keeping it in a separate loop. A cooling tower in the water loop will help to keep the water temperature low. If the seal water gets contaminated then it can be eventually mixed with whitewater for use elsewhere in the mill. If the whitewater temperature is not substantially different from fresh water temperature, then good clarity whitewater can be used as seal water for vacuum pumps. Whitewater is generally adequate for use as seal water for most other pumps. Another option for regular pumps is to change over to mechanical seals, thus completely eliminating the need for seal water.
Boiler water makeup – Boilers need properly treated fresh water. Good condensate management is key to minimizing the makeup water needs. The steam from the boiler is used mostly in paper machine drum dryers. Proper maintenance of steam traps and complete collection of condensate will minimize steam losses and will maximize condensate returned to the boiler. Boiler feedwater treatment often includes ion exchange. Water discharged from ion exchange can be mixed into process water or whitewater, thereby reducing fresh water intake by equivalent quantity.
Chemicals makeup – Retention aids or sizing chemicals come in as powders, emulsion or concentrated solutions. They have to be made up to the desired concentration in the paper mill. Dissolved solid or chemicals in whitewater can have undesirable reactions with these chemicals. Higher concentration of fibers or fines may be equally undesirable. Temperature is generally not a concern, but proper pH is certainly important. Most chemical suppliers recommend fresh water for chemicals makeup. Most chemicals preparation procedures are in two steps – primary makeup and secondary dilution. In two step process whitewater can be used for secondary dilution while still using fresh water for primary makeup.
Cooling of press rolls, air compressors, etc. – Low water temperature is obviously the most important requirement. Generally the water coming out is not contaminated; it is simply higher in temperature. The best approach is to use fresh water but keep it in its own separate loop. Use of a cooling tower in the loop will help to keep the water temperature at an acceptable level.
Effects of Water Closure on Whitewater and Effluent Quality
A general misperception is that water closure will lead to higher concentration of suspended and dissolved solids in whitewater and in effluents. Another myth is that it will lead to increase in usage of chemicals. Both perceptions have been proven wrong with proper management of water and chemicals. Maintaining first-pass retention on paper machines as high as possible is the most important aspect of proper management. Choice and dosage of retention aid chemicals is obviously very important. Usage of other chemicals, especially sizing and strength chemicals, often decreases with water closure. Another side benefit is more efficient use of raw materials. With decrease in effluent flow, the solids (fibers, fines, fillers) that would have gone with effluent now end up in the paper.
 Water Survey
Water Survey
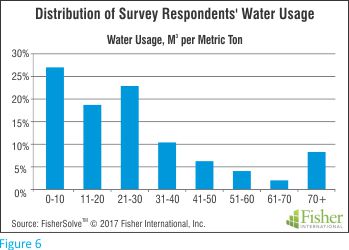
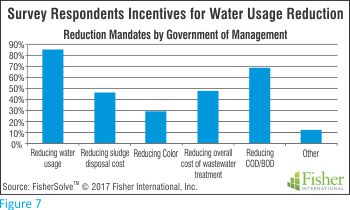
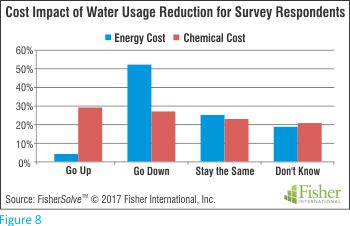
Fisher International periodically conducts a water survey of pulp and paper mills worldwide. The survey questions include water and effluent volumes, wastewater treatment methods, sources of water, cost impact of water reduction, future availability of water and more. Some of the findings from The 2016 Global PPI Water Benchmark Report are in Figures 6, 7 and 8. Mill Managers are invited to take the
survey and receive a free copy of the report. Just email survey@fisheri.com or call +1 203 854 5390.
Water Risk Atlas
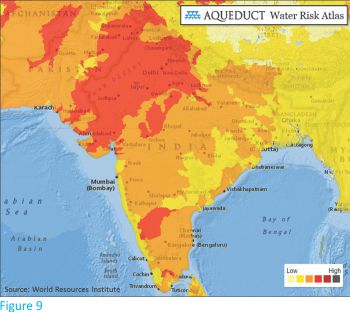
World Resources Institute has developed an interactive Water Risk Atlas for all areas of the world. Water risk information can be seen for specific regions of the world or for a specific location (based on longitude and latitude). A sample map for India is in Figure 9. The map indicates that the water risk is high for northwestern parts of the country and low for most of the coastal regions.
Conclusion
Water usage in Indian paper mills is among the highest in the world. The papermaking technology is the same all over the world. The equipment in some paper mills in India may be old, but that is true for a large number of mills around the world. Effluent volume and quality generally gets more attention. In order to reduce effluent volume, the mill has to focus on fresh water usage reduction. The technology and information is widely available. The steps needed are not always expensive. Certainly some actions will require additional equipment. Water usage reduction is a lot easier in a mill making packaging or unbleached grades of paper. The long term benefits of water usage and effluent reduction are decrease in energy usage and more efficient use of raw materials.
 Fisher International is a consulting firm that supports the global pulp and paper industry with business intelligence and data-driven strategy consulting. The information and analyses for this article are drawn from FisherSolve™, the industry’s premier market intelligence database and analytics resource. To learn more, please visit www.fisheri.com. Subhash Deodhar can be reached at sdeodhar@fisheri.com n
Fisher International is a consulting firm that supports the global pulp and paper industry with business intelligence and data-driven strategy consulting. The information and analyses for this article are drawn from FisherSolve™, the industry’s premier market intelligence database and analytics resource. To learn more, please visit www.fisheri.com. Subhash Deodhar can be reached at sdeodhar@fisheri.com n
References
- “FOCUS ON | WATER TREATMENT & FOOTPRINT” by Subhash Deodhar, IPW online magazine, http://www.fisheri.com/images/ features/Focus_on_Water_Treatment_and_ Footprint.pdf December 2014
- “Technical EIA Guidance Manual for Pulp and Paper Industries” (prepared for Government of India Ministry of Environment and Forests) by IL&FS EcoSmart Limited Hyderabad, 2010
- “Charter for Water Recycling and Pollution Prevention in Pulp & Paper Industries”, Central Pollution Control Board (CPCB) India, February 2015
- “Sustainable Expansion of Industry to Result From Contraction in Water Usage”, CII Conference on Water Management Strategies, Paper Mart (www.papermart.in ), April/May, 2016
- “The 2016 Global PPI Water Benchmark Report” by Fisher International (http://www.fisheri.com), 2016
- “AQUEDUCT Water Risk Atlas” by World Resources Institute (http://www.wri.org/our-work/project/aqueduct)

