
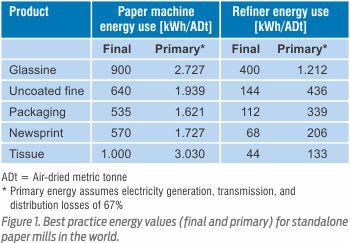
The cost of fiber and energy represent about 60% of a paper mill’s manufacturing cost. Optimizing refining action with the proper refiner plate technology can, therefore, have a significant impact on the bottom line. This TechTalk discusses the development of low-cost, energy-efficient fiber treatment in the refining process.
Energy is a large component of cost for the paper industry, accounting for about 16% of total production cost. When you add the cost of fiber (approx. 44%), these two factors constitute about 60% of a paper mill’s manufacturing costs. Factoring in the macro influences of CO2 reduction schemes, renewable energy policies, and energy efficiency policies, the ability to save energy with a very low investment cost is an important factor in a mill’s profitability.
No-load Savings
 Effective fiber treatment in a refiner requires what we generally term as the expenditure of Net Refining Energy. This is calculated as the gross refining energy reduced by the so-called no-load energy. No-load is the power consumed when the refiner is in “idle” mode (i.e., stock flowing through the refiner, motor at normal operating RPM, and refiner plates farthest apart so that there is no impact on fiber morphology).
Effective fiber treatment in a refiner requires what we generally term as the expenditure of Net Refining Energy. This is calculated as the gross refining energy reduced by the so-called no-load energy. No-load is the power consumed when the refiner is in “idle” mode (i.e., stock flowing through the refiner, motor at normal operating RPM, and refiner plates farthest apart so that there is no impact on fiber morphology).
At the proper “nature of refining,” this Net Refining Energy demand can be determined by the requirements of the paper machine relative to the fiber type used. Once fiber treatment is optimized, this portion of energy consumption is fixed. The no-load energy, however, can still be optimized by utilizing its exponential dependency on rotational speed and rotor diameter (measured at stable and continuous flow with water at operational refining gaps) based on calculations in Figure 2.

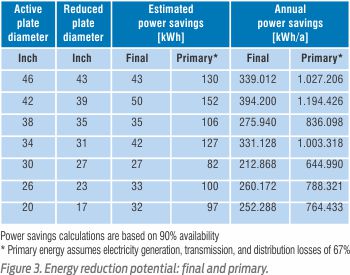 In this equation, it is possible to reduce no-load power by reducing the active plate diameter or reducing the rotational speed (RPM) of the refiner. A versatile, but capital-intensive option to optimize no-load power is to reduce the refiner’s speed by installing a frequency converter. An option to optimize gross power consumption, which is also an option that requires no capital investment, is to reduce the active plate diameter of the refiner plate (Figure 3).
In this equation, it is possible to reduce no-load power by reducing the active plate diameter or reducing the rotational speed (RPM) of the refiner. A versatile, but capital-intensive option to optimize no-load power is to reduce the refiner’s speed by installing a frequency converter. An option to optimize gross power consumption, which is also an option that requires no capital investment, is to reduce the active plate diameter of the refiner plate (Figure 3).
Ultimately, the amount of energy savings that can be achieved through active plate size reduction is limited by the accompanying drop in available edge length (change in the “nature of refining” towards higher intensity) and hydraulic capacity of the plates (lower pressure at same flow).
ANDRITZ Durabond Development
Pursuing minimal Total Cost of Ownership (TCO) for its customers, ANDRITZ began an intensive development program resulting in the Durabond plate family.
For any new refiner plate manufacturing method to be worthy of consideration, it must exceed the capabilities of current production methods and lead to improved performance. The Durabond family (Durabond and Durabond Light) accomplishes this. The bars on Durabond plate have zero side angles (no draught) and smooth groove surfaces to achieve the best hydraulic performance. A high ratio of bar height to width (thin tall bars) increases service life, while optimized bar and groove widths allow maximum available edge length. This makes it possible to operate optimally with a reduced active plate diameter. New bar materials allow for high wear as well as breakage resistance. These elements are all necessary preconditions for optimizing TCO.
 Durabond plates outperform current manufacturing methods by providing:
Durabond plates outperform current manufacturing methods by providing:
• Tightly controlled and highly consistent bar heights
• High height-to-width bar ratios for long life
• Bar materials that achieve the best combination of toughness and wear resistance
• Smooth groove surfaces
• Zero bar side angle (“draught angle”)
• Superior balance due to minimal differences in segment weights
• Safe and easy installation of low-weight segments
• Zero pulp/dirt accumulation due to closed back design
A Holistic Approach
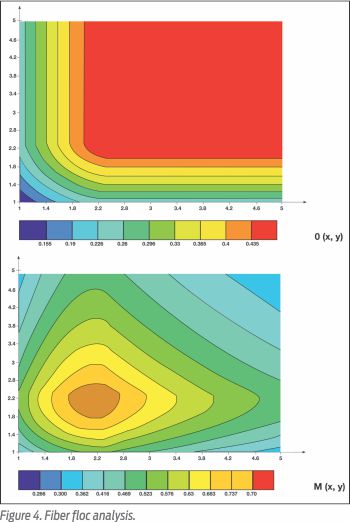
Over the last years, ANDRITZ has complemented its proven Magnus Refining Simulator, an aid in the development and fine-tuning of plate designs, by “dialing-in” to a mill’s specific requirements through a proprietary Fiber Floc Analysis (Figure 4). This analysis guides a specialist in tailoring the bar and groove dimensions of the Durabond plate to a mill’s specific pulp, which in turn allows minimizing the plate diameter at optimum fiber quality. By addressing fiber treatment and energy savings at the same time, the Durabond solution is truly a holistic approach to lowering TCO.
ANDRITZ Durabond Manufacturing
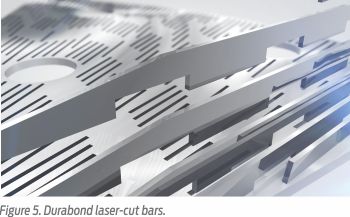 The innovative concept behind Durabond manufacturing is to disassociate the materials for the refining bars from the materials for the segment base plate. This allows the use of new materials (i.e., work-hardened steel) and new manufacturing methods to create a refiner plate with minimal weight, maximum toughness, and the highest repeatable precision. Precision lasers are used to cut bars from work-hardened stainless steel. These bars are then inserted into the laser-cut slots in the base plate (Figure 5).
The innovative concept behind Durabond manufacturing is to disassociate the materials for the refining bars from the materials for the segment base plate. This allows the use of new materials (i.e., work-hardened steel) and new manufacturing methods to create a refiner plate with minimal weight, maximum toughness, and the highest repeatable precision. Precision lasers are used to cut bars from work-hardened stainless steel. These bars are then inserted into the laser-cut slots in the base plate (Figure 5).
Laser technology represents the highest standard in accuracy and repeatability. This is combined with low-temperature bonding techniques to ensure that distortions from warp and twist are eliminated. Proprietary bonding agents are used, which are safe and durable in elevated temperature applications such as TMP post refining. The modular construction method ensures the highest strength and sturdiness.
Regular and Light Versions
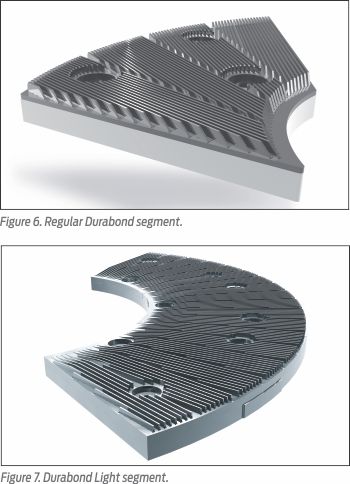 For disc refiners from 12-26″ rotor size, Durabond refiner plate segments are produced in their regular shape (Figure 6), because segments for refiners of this size are comparatively small and lightweight. Segments for refiners with rotor sizes larger than 26″ are usually more demanding and difficult to install because of their size and weight.
For disc refiners from 12-26″ rotor size, Durabond refiner plate segments are produced in their regular shape (Figure 6), because segments for refiners of this size are comparatively small and lightweight. Segments for refiners with rotor sizes larger than 26″ are usually more demanding and difficult to install because of their size and weight.
For these larger sizes, ANDRITZ developed a multi-segment design concept – Durabond Light – with the maximum weight of any segment at 20 lb (Figure 7).
 Durabond Light segments are mounted on a reusable base plate, which is delivered with the first installation (Figure 8). This makes the changing of refiner plates safe and easy.
Durabond Light segments are mounted on a reusable base plate, which is delivered with the first installation (Figure 8). This makes the changing of refiner plates safe and easy.
Best Applications for Durabond
Since Durabond refiner plates feature specifically tailored bar geometries for maximum fiber quality development at minimum plate size, they work best in applications where fiber quality development is critical (e.g., tissue, printing/writing grades, TMP post refining, high-test packaging grades, etc.). The energy-saving characteristics of the plate design, however, are applicable in virtually all refining applications. With the exception of sauerkraut, hot stock, and deshive refining, all raw materials and qualities can be processed and optimized with Durabond. With the flexible mounting capabilities, Durabond plates can be installed on every single- or double-disc refiner in the market.
Conclusion
Focusing solely on energy efficiency in refiner plate applications limits the likelihood of sustainable success. Pursuing the best fiber treatment and energy efficiency combined should, therefore, be the goal. This involves detailed refining system audits by qualified product specialist, analyses, and Magnus simulations. The result will be a customer-specific optimum bar and groove confi-guration at minimum plate diameters. In this way, ANDRITZ Durabond will sustainably improve the bottom line of paper mills.

