
Introduction

There is an urgent need to completely relook, realign and redesign the water management and water cycle balance in the paper industry because of the following three reasons:
1. The paper industry is a relatively large consumer of water
2. The paper industry generates a significant amount of waste water and
3. Increasing stress on water needs will hamper production and profitability
The purpose of this paper is to examine and explore technologies, processes and good water management practises to achieve a low water footprint for paper industries which will help them eventually become completely environmentally friendly with zero discharge of effluents from the paper plant.
Two Pronged Approach
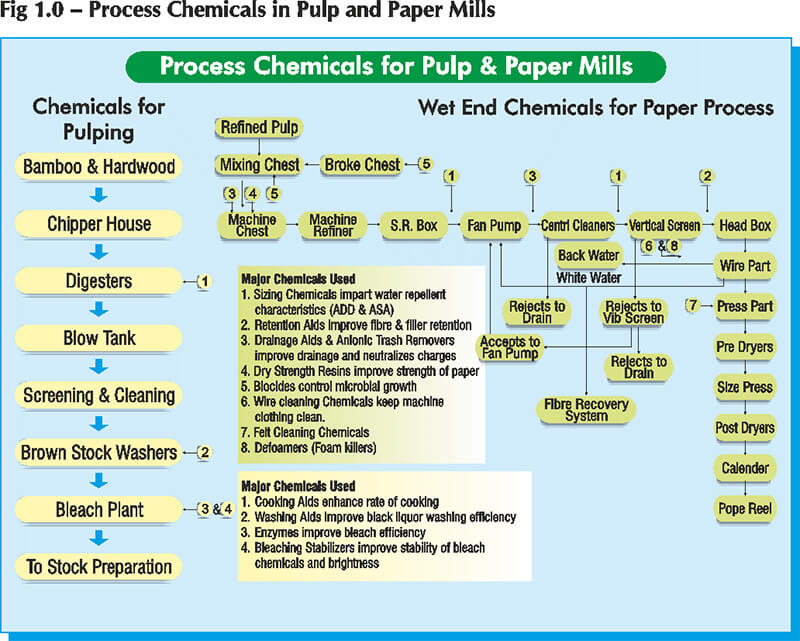
The approach to meet these goals will need a two-pronged strategy that combines good manufacturing practices with the help of process chemicals that improve process parameters in the manufacturing process. These could help in meeting the basic process goals and at the same time improve water efficiency (Fig 1.0).
• Improve water repellent properties
• Improve fibre retention
• Control microbial growth
• Improve paper strength
• Reduce foaming
• Enhance cooking rates
• Improve washing efficiency
• Improve bleaching efficiency
Many of these chemical formulations improve processing yields while at the same time reduce the consumption of water without any impact on the environment.
The second approach would be to stop looking at the effluent as a part of the problem that treats it like an “end of pipe” issue.
The point to start with would be to do a complete appraisal of the water balance in the entire paper mill. Once this activity is completed and the entire water usage is accounted for engineers will have to study each unit operation where water is used to look at ways of reducing consumption and / or recycle at the point of generation of any stream that can be recycled. These studies and steps will ensure that there is a significant emphasis placed on the consumption of water at each unit process. It may also be worthwhile to do a cost benefit analysis of upgrading existing process equipment against the savings in water bills and associated environmental costs. Other areas for cost benefit would be to check the cost benefit of adding basic water recycling equipment at many process steps to ensure waste water is recycled at the point of generation itself.
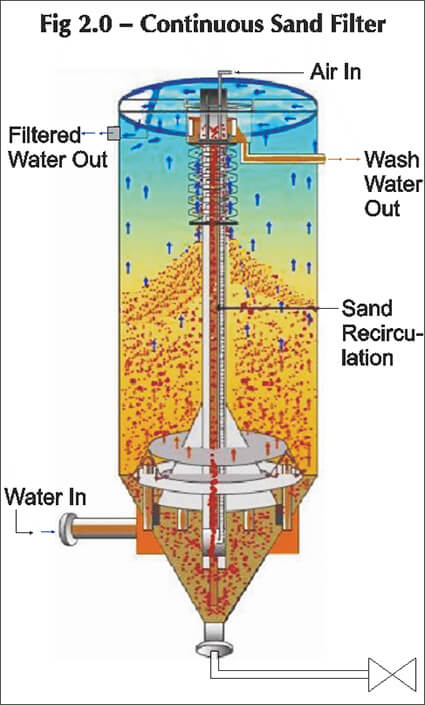
A simple example towards this would be the recycling of water from the mills with a simple filtration process which can remove the fibre for recovery and at the same time return treated water back to process. While many mills have used “save alls” and dissolved air flotation devices, this process can be easily accomplished with the continuous sand filter. Equipment such as continuous sand filters are best suited because they operate continuously, do not require a stoppage for backwashing and can effectively handle large quantities of fibre which a conventional filter may not be able to handle.
Typical examples are Century Pulp and Paper, Tribeni Tissues, Sun Paper etc. A brief outline of the filter which can be used is given below (Fig 2.0)
Other examples of point of generation recycle (especially in the water circuit) include:
• Recovery of cooling tower blow down waste water
• Recovery of DM, regeneration waste water, implementation of rinse recycling in the DM plant
• Recovery of backwash effluent from pre-treatment filtration plants
• Installation of cooling tower side stream filters to improve cycles and recovery of backwash water from these filters
• Recovery of fresh water from colony sewage / industrial canteen waste
Once we have the complete water balance diagram for the entire paper mill and identified areas where water consumption patterns can be realigned, three possible options can be considered:
1. Modification without any capital investment or change in opex
2. Modification with additional capex investment
3. Modification without capex investment but by changing the operating parameters
An example for Point 3 can be improving the cooling water chemistry and thereby improving the cycles of concentration in the cooling circuit and thereby bringing down the make up water needs by the implementation of a well designed and superior cooling water (and boiler water) treatment programme with speciality formulations.
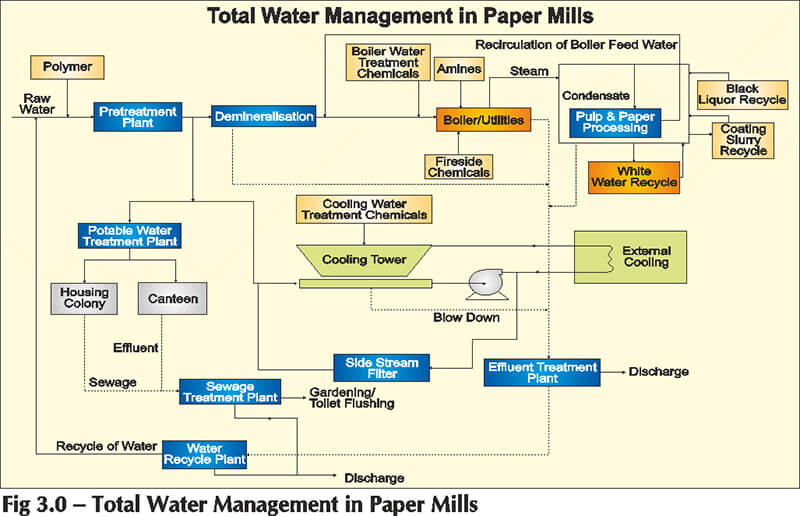
A typical water management flow schematic for a pulp and paper mill is shown below (Fig 3.0).
Once all the above parameters have been implemented, only then should we look at the final treatment options for the remaining waste streams. By this time hopefully, a well implemented water management programme would have achieved two advantages:-
1. Lowered water consumption per unit volume of paper produced.
2. Lower quantity of waste water generated from the system.
The waste water that could not be recovered at various points in the mills can then be treated through a comprehensive treatment plant that will make this effluent suitable for discharge / recovery. Most systems can be implemented not only to treat the waste streams but to also generate energy from waste.
Typically most bio effluents can be a good source of energy in terms of gas generated. Typical examples are installations at TNPL in Tamil Nadu.
Biological treatment followed by aerobic treatment for polishing of the effluents will enable further recycling of the treated effluent through a series of membrane processes to recover water for reuse. These typically use a combination of Ultrafiltration (either pressurised or membrane bio reactors) and Reverse Osmosis to achieve recycling goals.
Conclusion
Effective water management in a paper mill is a combination of factors. These include water audits, point of use recycling (with or without capital investment / opex change), effective use of in process chemicals to better water efficiency, effective use of formulated chemicals to bring about improved efficiencies on cooling tower operation and finally effective treatment of final waste streams to generate water and energy from waste. This well planned and implemented philosophy will ensure that mills can continue to operate safely with better quality products, better competitiveness and finally with the lowest possible ecological footprint.
Summary
Total water and Environment management in a paper mill is the need of the hour to ensure that the dual needs of lower water consumption as well as eliminating waste discharge are met. This is made possible by having an holistic approach to the problem rather than looking at end of pipe solutions like recycling the total waste water produced etc.
The approach towards this could be begin with a complete audit of water generation and usage across all points in the factory and look at ways of implementing decentralised water and waste water treatment and recycling at the point of generation. This should be coupled with water saving methodologies or process improvements like using process chemicals in paper manufacture that reduce waste water generation or water intake, use of effective cooling water treatment programme to increase cycles and reduce blow down etc.
The final effluents after implementation of all such practises can be recovered in a suitable treatment plant and can also be used to generate energy from the final waste water treatment.
* Vice President, Ion Exchange (India) Limited

