
With a new printing/writing machine on the way, Tamil Nadu Newsprint & Papers Ltd., better known as TNPL, predicted a shortfall of pulp. This led to the decision to purchase a deinked pulp (DIP) processing line. With the new plant from ANDRITZ, the mill now has ample high-quality pulp to feed its paper machines and will soon be sending part of the DIP to a new cartonboard machine being erected 90 km away.

“The investment in a new DIP plant removes a major bottleneck in production and gives us fibre flexibility that we never had before,” says S. Udayasankar, Chief General Manager, Projects Department, TNPL. With a post-graduate degree in chemical engineering, Udayasankar heads the in-house projects department, which is responsible for implementing major capital projects including capacity expansions, environmental improvements, projects, etc.
TNPL is a government-owned enterprise established in the 1980’s to produce newsprint, printing and writing papers. The mill uses bagasse as the primary raw material. Paper production started at 90,000 t/a and, over the years, increased to 245,000 t/a. A mill expansion plan, which TNPL undertook, raised capacity to 400,000 t/a. TNPL is now the largest bagasse-based paper mill in the world.
TNPL caters its products to the requirements of multi-functional processes like sheetfed, web offset and digital printing. Printing and writing paper grades are produced in the range of 50-110 gsm on three machines. The newest, PM3, was installed in 2011. It was, in fact, the installation of PM3 which was the primary driver for the addition of a DIP plant.
“With the new machine, we expected there would be a shortfall of about 250 t/d of pulp,” Udayasankar explains, “even with our bagasse line (500 t/d) and hardwood line (300 t/d). To give us more flexibility in selecting our raw material mix at the lowest investment cost, we elected to add deinked recycled fibre to our furnish.”
More than enough

In discussions with various suppliers, a DIP capacity of 300 t/d was decided upon. This should be more than enough to meet the mill’s pulp requirements.
ANDRITZ was one of the potential suppliers for Udayasankar and his deputy, S.J. Varadarajan, who became Project Manager for the DIP plant, to evaluate. “Of course, we knew of the company and had installed some ANDRITZ equipment in our pulp mill,” Varadarajan explains, “but other suppliers have strong references in India. Vikas Kothari (ANDRITZ’s Country Manager in India) encouraged us to inspect their workshop in China and visit some references before making up our minds.”
As Udayasankar explains, “We visited the ANDRITZ workshop in Foshan to see the quality of engineering and manufacturing. We were really impressed with the ANDRITZ installation at Yueyang Paper in Hunan Province. They have a three-loop DIP plant with 550 t/d capacity, including a FibreFlow drum pulper, feeding pulp to a new LWC machine. One of the key factors for us was the performance of the drum pulper and the SelectaFlot flotation, as we were not that familiar with ANDRITZ’s technology.”
“Based on our analysis, we knew the drum pulper would be a good fit here,” Varadarajan says. “It is a continuous process with very low fibre losses and less disintegration of impurities. We knew that it would be key to our success here and is a core technology for DIP processing.”
The contract with ANDRITZ was signed in July 2010. Key to the final decision, according to Varadarajan, was ANDRITZ’s willingness to guarantee performance. “The most important pulp characteristics for us are brightness gain and fibre yield. ANDRITZ was willing to guarantee these.”
No DIP experience

With no DIP operating experience in the mill, TNPL brought in R. Venkateswaran, a man with 20-plus years’ experience in recycled fibre processing, to be the Pulp Production Manager. Venkateswaran worked side by side with Chen Zuqing, ANDRITZ Project Manager, during the build-up, commissioning and start-up of the plant.
“ANDRITZ was very responsive to any questions or concerns that we had,” Venkateswaran says. “The relationship was very good. We are, of course, buying much more than just equipment with an investment like this. We are interested in the process knowledge and technical support as well, since we did not have experienced deinking operators at this mill.”
There were some delays in getting all the environmental permits from the authorities, but the line started up in July 2013. “You can really tell the quality of the project during start-up,” Venkateswaran says. “We started the line in the morning and were making high-bright and clean pulp by evening. This pulp ran on the machine without problems. It was a very smooth start-up, which is remarkable.”
First of its kind
The state-of-the-art DIP system includes drum pulping, three flotation stages, two dispersing stages and a sludge dewatering system. It is the first of its kind in India. M. Subramanian, Chief General Manager of Production, said, “We are producing very high-quality pulp. This deinking technology produces a furnish that is excellent for the production of high-quality printing and writing grades.”
The raw material – 80 per cent sorted office papers and 20 per cent old magazines – enters the line with an initial brightness of 60-65 per cent ISO. The deinking and bleaching processes increase the final brightness up to 87 per cent ISO. The Effective Residual Ink Concentration (ERIC) of the final pulp is as low as 50 ppm. In addition to the high final brightness and cleanliness of the pulp, another highlight is the 75 per cent-plus yield, which is outstanding for a three-loop system.
“A critical parameter for us in the system design is the type of ink and the printing process used in the raw material mix,” says Michael Rosker, Vice President of Recycled Fiber Systems for ANDRITZ. “Office papers have what we call a ‘hard’ ink, with the laser print virtually fused onto the paper surface. Magazine papers have a ‘soft’ ink that is smoothly printed onto the coated surface through an offset or gravure press. The right balance of equipment and process knowledge is required to remove both of these ink types.”
Three-loop system design

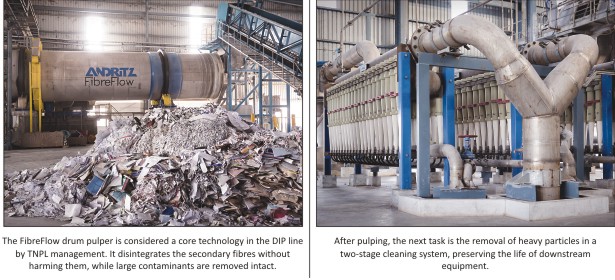
Due to impurities coming with the secondary fibre furnish, deinked pulp systems require a series of process stages in order to remove and/or reduce the impurities without harming the fibre material. Disintegration without affecting the secondary fibres is the main task of the FibreFlow drum pulper. After pulping, the next concern is the removal of heavy particles in a two-stage cleaning system to reduce the wear on downstream equipment.
The first loop in the TNPL system is focused on screening and cleaning technology. Although ink detachment is not fully completed at this point, flotation equipment to remove the “soft” inks and dirt particles is also included in the first loop. “With the exception of ink and small dirt particles, the removal of contaminants is completed in the first loop and clean pulp is sent forward in the system,” says Erwin Hertl, ANDRITZ’s Chief Technology Manager for fibre preparation systems.
A heated and pressurised disperser at the end of the first loop detaches ink particles and reduces the size of other impurities to achieve a homogeneous particle size distribution. The second flotation stage is used mainly for removing detached “hard” inks. “Office waste also contains fragments of varnished and special coated papers which can be eliminated at least partially by cleaners which provide high centrifugal separation forces,” Hertl says. A second disperser handles the most resistant ink particles as well as some very small stickies and dirt particles. Oxidative bleaching chemicals are also mixed into the pulp at this dispersing stage to enable high-consistency bleaching.
The final flotation stage removes the remaining dirt and ink particles. The third thickening is followed by a reductive bleaching stage, important not only for bleaching coloured fibres, but also for achieving high final brightness.
“An effective water management system reduces overall fresh water consumption at this mill,” Rošker says. “Filtrate from sludge dewatering is clarified partly reused as dilution water for the drum pulper. This reduces the effluent volume and make-up fresh water required.”
According to Udayasankar, fresh water consumption is a critical factor at the Kagithapuram mill. “We draw water from the nearby river, but do not return our treated effluent there. Processing recycled fibre can be done basically effluent-free, so this is a big plus for us.”
Shortfall becomes a surplus
When PM3 started up, the ash content of the sheet was about 8-9 per cent. “We changed our chemistry to alkaline sizing, which allowed us to increase the ash content by another 7-8 per cent,” says Subramanian. “With the ash content going up, our pulp requirement was reduced accordingly.”
“We operate the DIP plant at a steady rate, though not at full capacity,” Venkateswaran says. “It will be utilised to the maximum when we complete the installation of a double-coated, multi-layer cartonboard machine nearby. The new machine is designed to produce 200,000 t/a. The target for commissioning the new machine is 2015.”
The DIP plant gives TNPL a lot of flexibility. “We handle 1 million tons of bagasse each year – which is a huge quantity,” Udayasankar says. “But if the monsoons are particularly bad, which occurs some years, the sugarcane crop is impacted and we have a shortage of bagasse. Similarly, we sometimes face a shortage of chips for our hardwood line. In these cases, DIP gives us enormous flexibility in shifting our raw materials. It is very important to our mill.”

