
M.Maria Francis*
At first sight, a centrifugal pump seems to be one of the simplest machine. In practice however, it is capable of posing an enormous spectrum of different problems. The selection of the right pump for the right job is very important and results in minimum maintenance of pumps. But this calls for knowledge of not only what happens within the pump but also what happens behind and beyond the pump. Therefore it has to be a joint effort between the hydraulic expert and the process specialist. Selection of the right pump itself rewards. Start up, operating problems, maintenance cost etc are minimized. The performance of the pump is very much dependent on the performance of the overall system.
Effects of Pump Running Away From BEP
One can compare man as a machine with a man made machine say pump. The performance of man can be measured by his consistent output. To have consistent output, one has to see that the man is working at or near his expected capacity, that is, he is neither overloaded or otherwise. Overloading may lead to fatigue and under expectation develops frustration. This condition is monitored by his behavior, mistakes in work and losing temper. So is the case of pump. The pump has to be selected and operated at or near its best efficiency point. Over expectation may lead to overloading of the motor, cavitations, increased vibrations. Operating the pump at part capacity may lead to increased loading on the bearings thereby increasing bearing temperatures, increased vibrations and noise. The performance of the pump can be monitored by its behavior, mistakes and temperature.
Effects of Over sizing pumps
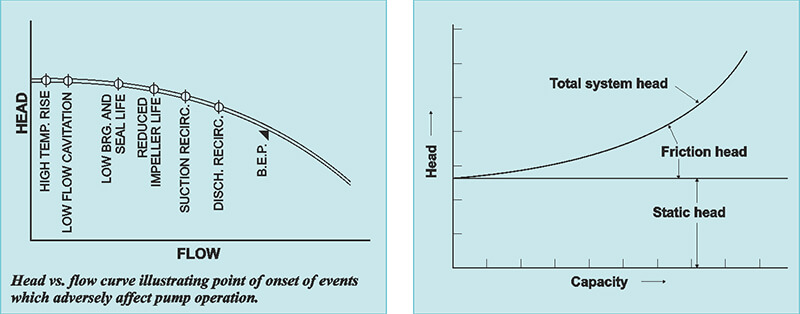
The system head curve is developed by plotting total system head (static and friction loss) as the flow varies from zero to maximum. System head curve analysis helps define the operating relationship between the pump head and the system head. Efficient and trouble free operation depends on a close match of pump curve and system curve. Otherwise pumps may be picked that are improperly sized and do not run at the conditions for which they are selected/purchased.
At design flow 350cum/hr, the Engineer calculates the head as 32m. Erroneously believing that using a safety factor will ensure his reaching D, he adds 12 m, to obtain total head of 45 m. Assuming the user needs a pump to operate 350cum/hr, and 45m, pump manufacturer selects a pump with curve A,B,C. The pump curve intersects the system head curve at BEP- Best Efficient Point.
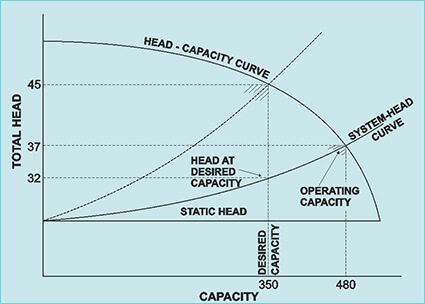
However, the actual system curve is E,D,C and the pump will run at C rather than B. Because with discharge valve fully open, pump seeks equilibrium with the system and operate at the intersection of pump curve and system head curve. At point C the pump will produce a flow of 480cum/hr. Not only the user is getting different conditions than he wants, he is also operating at a less efficient point on the pump curve & spending more on energy.
To get 350 cum/hr, the valve is gradually closed, steepening the system head curve. The pump produces 350 cum/hr and 45 m. But head at 350 cum/hr is 32 m. The pump thus produces 45m and 350 cum/hr but delivers only 32 m and 350 cum/hr to the system. The additional head 12 m, is thus wasted across the valve as heat and noise.
The effects of over sizing the pumps are:
- Operation at excess capacity requires greater NPSH®
- High pressure drop through foot valve
- Cavitation leading to efficiency drop and premature failure of rotor
- Greater power consumption
- High initial purchase cost
- Internal loading and hydraulic radial thrust and
- Vibration and dehydration.
The solutions are:
- Reduce impeller dia
- Reduce speed and
- Go for new correct sized pump.
Excessive throttling pulp stock pumps leads to dehydration due to high velocity, vibrations, greater internal radial load reducing life of rotating element. Hence, the pumps are not to be operated for extended periods, less than 1/4th of BEP capacity.
It is needless to mention that for any machine preventive and routine maintenance is mandatory for its successful operations.
* General Manager – Marketing, Sam Turbo Industry Private Limited