

BIVIS process: a continuous pulping process from cotton linters for high quality writing & printing papers and special grades. Cotton fibres and cotton-based papers have a long story, which is still continuing today.
Papers from cotton fibers
For a long, paper was formerly made from non-wood fibres such as flax or from woody materials, such as mulberry trees. Even though if pulp and paper industry is using mainly wood and recycled fibres as raw materials, cotton fibers are still today very valuable fibers for paper industry. They are used for special grades and high quality papers.
Cotton fibers
Cotton fibers, mainly known as a raw material for textile industry, are also a popular raw material for paper industry. Cotton fibers converting plant, located in cotton growing countries, are providing long and short fibers.
Long fibres are also called “staples cotton”. The length of such fibers is between 20 to 50 mm. They are separated from seeds and short fuzz with gins machines, and then collected and sent to spinning mills.
Cotton linters, which are short fuzz or short fibers, are separated from the seeds using delinting machines. They are collected and then used by paper and chemical industry. The length of cotton linters is generally included between 1.5 mm and 6 mm.
Cotton fibers used in paper industry
Cotton fibers are used to produce high quality papers. But, due to high prices of the raw material, paper industry generally uses cotton wastes. For very special applications virgin fibers can be used. Paper industry uses different kinds of cotton fibers.
Wastes from textile industry: cotton combers, cotton threads and cotton rags:
Cotton combers, waste from combing machines used in textile industry, are long fibers (up to 2cm). Cotton threads and cotton rags allows getting long fibers. Both of these are wastes from textile industry. These fibers are used for very high valuable papers such as bank note paper. Morphology of the fibers, different than the one of cotton linters, allows getting high mechanical and physical properties required for the end use of paper for some special properties such as double fold, strength, opacity and printing properties.
Waste from agriculture: Cotton linters
Bleached cotton linters fibers are used for many applications in paper industry. It is used alone or mixed with other pulps, for applications such as technical papers, security paper, insulating paper, filter paper, non-woven fabrics and fine papers such as art paper. High quality printing & writing papers are also produced from cotton linters pulp.
Technical information regarding cotton linters
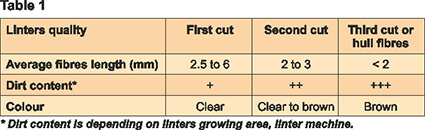
1. General information: Cotton linters are short fibres (fuzz) located around cotton seeds. These fibres are separated from cotton seeds using a special machine, called linter machine or delinting machine. Cotton fibres collected after first pass using the delinting machine are called “first cut linters” and they are called “second cut linters” after second pass in the same machine. Third cut linters often called as “hull fibres” and mill runs are also available for pulp production. Cotton linters are delivered in bales; the weight of them depends on country origin. The bale weight is generally around 500 pounds (220 kg).
2. Cotton species and linters: Main cotton species producing linters is Gossypium Hirsutum Latifolium. Other cotton species, such as Gossypium Barbadense, have naked seeds, so these species are not giving linters. Gossypium Hirsutum Latifolium represents roughly 87% of world cotton fibres production and Gossypium Barbadense around 8% of same production.
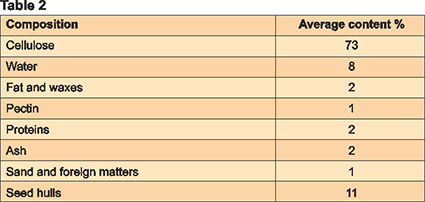
3. Cotton linters properties: Cotton linters physical properties are summarized in Table 1 and chemical composition of typical second cut cotton linters is mentioned in Table 2.
Technical information regarding cotton linters pulping processes
1. Conventional pulping processes: Lot of conventional processes are discontinuous processes. Main steps of these processes are here after mentioned:
• Cotton linters bales handling and dry or wet fibres cleaning.
• Fibres handling and spherical boilers feeding.
• Cotton fibres cooking with alkali solution (generally 10 to 15% Caustic Soda) and steam, using spherical digesters.
• Drainage of the pulp in “blow tanks” with black liquor recovery.
• Unbleached pulp washing using belt press.
• Cotton linters pulp dilution and fibres shortening using refiners for further cotton pulp pumping using conventional centrifugal pumps.
• Pulp bleaching including 2 or 3 bleaching steps performed with bleaching agents such as Oxygen, Hydrogen Peroxide, Chlorine Dioxide, Sodium Hypochlorite or other. These bleaching steps are using pulp mixers and conventional pulp chests or bleaching towers. Pulp washing is performed after each bleaching step using washing drums. Pulp Ph is then adjusted to requirements.
• Bleached cotton linters pulp may be later screened and cleaned.
2. BIVIS pulping process: At the end of eighties, CLEXTRAL developed a continuous process for cotton fibres pulping using BIVIS machines. Since 1989, 11 pulping lines processing cotton fibers (cotton linters, cotton combers and cotton wastes for textile industry) using BIVIS process are in operation in the world, 3 of them are processing cotton linters. The latest pulping plant processing cotton linters started in Uzbekistan. The pulping line capacity of the mill is 20,000 ADT/year. Bleached cotton linters pulp is used to produce writing & printing paper.
Cotton linters pulping line at Yanguyul Pulp and Paper Mill (Uzbekistan)
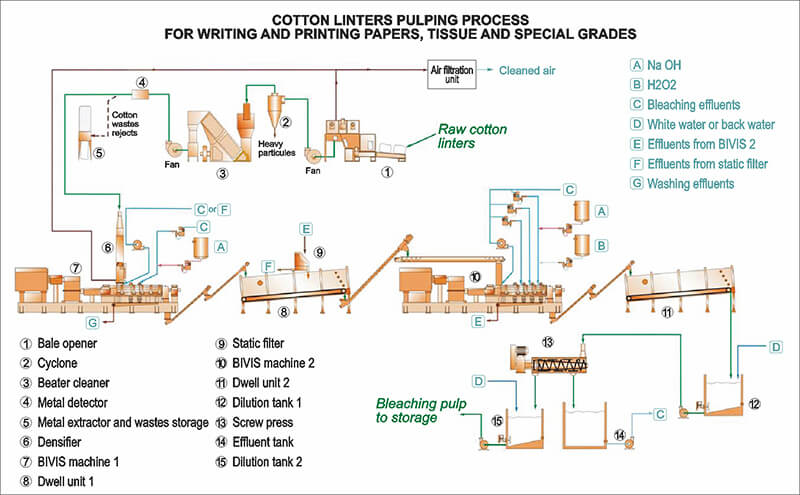
Process description: BIVIS process is a continuous and automated process. Main steps of BIVIS process are described hereafter. See process diagram.
• Cotton linters bales handling and dry cleaning: Cotton linters are delivered to the mill in high density bales. First step of the process includes bales openers. Cotton fibres are then dry cleaned. Dry cleaning equipment includes a cyclone used for heavy contaminants removal. A beater cleaner for dust and foreign matters as well as a metal detector are then used to complete dry cleaning. Fibers are then air conveyed to a feeding device for further cooking step.
• Cotton fibers impregnation / cooking: Back water is added and Alkali content is adjusted for cooking operation which is simultaneously performed together with fibers chopping. Cooking operation is performed at high pulp consistency (35%) and temperature at BIVIS discharge is 90°C. No steam is required for cooking step because the conversion of electrical energy into heat during the process is high enough for wax, fat, pectin and proteins dissolving and cellulosed foreign parts degradation. Cotton fibers treatment is completed in a dwell unit, consisting on an insulated housed belt or screw conveyor allowing a 60 minutes retention time.
• Pulp washing and bleaching: Unbleached pulp issued from retention tank is delivered to a second BIVIS machine unit used for washing, fibers cutting and pulp bleaching. Pulp washing operation is performed using 3 first compressing and shearing sections of the BIVIS machine the barrel of which is equipped with filters. Generally direct washing is performed; however, counter-courant washing may be used. Fibers cutting is simultaneously performed together with washing. Bleaching operation is carried out injecting a hydrogen peroxide solution and an alkali solution. No chelating agent or stabilizer is used. Washing water and chemicals are added by mean of volumetric metering pumps. Pulp consistency at BIVIS discharge is included between 35 to 40%. Bleaching reaction is completed in a second dwell tank, consisting on an insulated housed belt or screw conveyor allowing a 90 minutes retention time.
• Bleached pulp washing: Bleached pulp is diluted down to 3.5% and the pulp is then dewatered using a screw press, which delivers bleached pulp at 35% consistency. After dewatering, the pulp is diluted using an agitated dilution chest and pulp consistency is adjusted to 3-3.5%. Pulp Ph is adjusted to required value in the dilution chest using Sulphuric acid before to be stored in a dump chest. Bleached cotton linters pulp is then refined and screened.

Operating parameters: Based on 1 ADMT (Air Dry Metric Ton) of bleached cotton linters pulp, produced using here above described process, main operating parameters are:
• Raw linters consumption, based on 94% dryness cotton linters and depending on linters quality: 1.14T to 1.27T,
• Cotton linters wastes and dust from dry cleaning section: 60 to 100 kg, depending on linters quality,
• Electrical energy consumption: 1000 to 1100 kWh,
• Steam consumption: 0,
• Chemicals consumption:
– Caustic Soda (active product): 60 to 65 kg,
– Hydrogen peroxide (active product): 45 to 55 kg,
– Sulphuric acid or Hydrochloric acid: (active product): 5 to 10 kg, depending on clear water or back water Ph,
• Clear water consumption for motors cooling and fresh water consumption: 25 m3, 9 m3 of which is later recycled in pulping process.
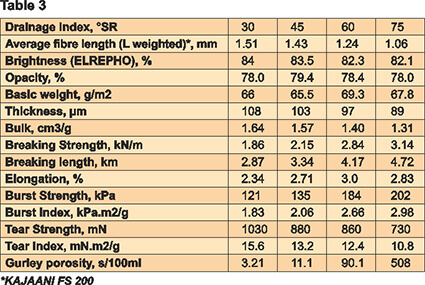
Pulp properties: Pulp properties, after Valley beater refining, are summarized in Table 3.
Technical information regarding cotton linters paper process: Several paper grades includes cotton linters fibers. The amount of bleached cotton linters pulp used in the end paper is depending on paper properties required. Special grade papers and high quality writing and printing papers are produced using 100% bleached cotton linters pulp. From bleached cotton linters pulp, as described here above, writing and printing paper is produced using conventional equipment. Paper production process includes a stock preparation unit and a Fourdrinier paper machine. For some paper qualities, paper is later calendered.
Description of paper production process:
1. Stock preparation:
• Pulp storage: Bleached half stock is stored in dump chest.
• Refining: Before pulp refining, fibers length adjustment is done using a wide angle refiner fit with “cutting” fillings. The bleached cotton pulp is then refined with disc refiners. Main refining operating parameters are specific energy required for fibres cutting and pulp refining is 350 kWh/ADT and drainage index of refined pulp is 50 °SR after pulp screening.
• Screening: Bleached pulp is screened using conventional equipment including hydro-cyclones.
2. Paper production: Conventional equipment is used for pulp preparation. Paper produced includes 12% of China clay, 2.5% of Starch (Hiphase 43) and Aluminium Sulphate as retention agent. 80 g/m2 paper is produced using conventional Foudrinier machine. The paper is then calendered using a supercalender fit out with 10 rolls.
3. Paper properties: Paper properties are summarized in Table 4.
4. Printing properties: Printing properties of 100% cotton linters calendered writing and printing papers were compared with 2 typical and standard European writing & printing papers. Compared to other European writing & printing papers, the calendered paper using 100% Cotton linters fibers is presenting:
• Better colour and details rendering, therefore less ink consumption,
• Better gloss,
• Better printing homogeneity,
• Less paper blotting.
Conclusion of the Certified Laboratory
“100% Cotton linters writing and printing paper is presenting printing properties, at least as good as and often better, than European W & P papers”.
Cotton linters: an available resource for high quality paper:
In 2007, world cotton fibers (cotton staples) production was 26,243,000 tons. It is generally considered that cotton linters quantity, which is potentially available in the world, represents around 18% of cotton staples, i.e. around 4,724,000 tons for 2007. Cotton linters pulp production in 2007 was estimated at 400,000 tons, for both paper and chemical industries, requiring around 500,000 tons of linters. So, only less than 9% of potential linters fibers were used for pulping.
Conclusion:
Cotton fibers are mainly grown and produced in developing countries. Generally, these countries do not have outstanding wood resources for paper industry and they are importing pulp and papers for local consumption. So, high quality crops residues, such as cotton linters, are valuable products for local paper industry. Today, only a part of available linters is consumed by industry and therefore, a substantial tonnage is still available for pulping and paper industry. This material allows producing special grades papers and quality writing and printing papers.