

This write-up focuses on reduction of total costs of operation through enhancement of paper machine runnability and paper formulation sustainability. Some of the key driving actions in this context involve substitution of higher-cost fibre sources by lower-cost fibre sources, optimisation of coating formulation and improvement of the production output of today’s paper and board machines. This write-up also gives an overview of BASF’s chemicals and application approaches to achieving these objectives. It also presents case studies on mill scale to support and validate certain concepts and mechanisms.
Introduction
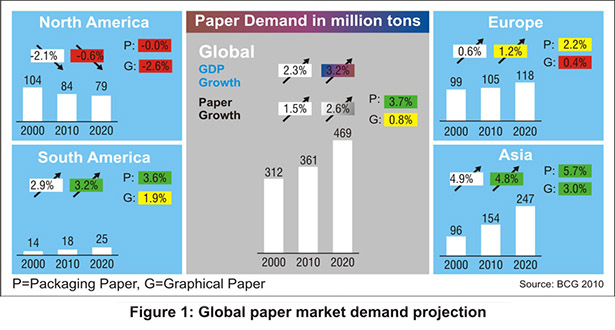
With paper and board demand reaching 361 million tons in 2010, paper industry will continue facing challenges in times to come. The packaging segment is still growing especially in the emerging countries in the Asia Pacific region. Most of the paper manufacturers are targeting lower variable production costs while keeping identical paper or board quality (optimisation of fibre furnish formulation, coat weight, filler content, basis weight). Another possibility of reducing the total cost of operation involves optimisation of the paper-machine process, reduction of specific energy, increase in paper machine speed or runnability improvement of the paper machine. BASF paper chemicals provide new ways of meeting today’s paper industry challenges.
Paper Industry: Challenges
The present world paper demand is expected to grow slightly below the GDP with an expected world paper demand in 2020 of 469 million tons (Figure 1). The main segment to benefit from this growth will be the packaging segment, especially in the emerging regions (Asia and South America). Europe will maintain a positive growth in packaging, and North America will decline in packaging and fine paper.
The challenges that paper industry faces are increasing (see Figure 2). In the graphical paper segment, production is stagnating; a key demand is for reducing the Total Cost of Operations (TCO). Such TCO reduction demands cover both the wet-end and coating operations.
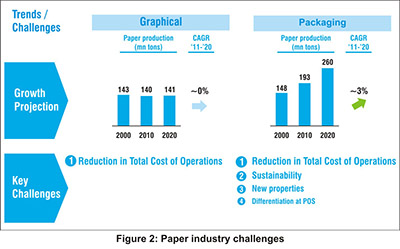
In the packaging segment, where board production is expected to grow at 3 per cent until 2020, a demand for a TCO with a sustainability aspect is required. Intelligent packaging solutions are needed to improve and simplify the recycling of our future day-to-day packaged goods.
BASF Paper Chemicals Solutions to Address Paper Industry Challenges
The Total Costs of Operations reduction is a logical trend followed by paper industry. Paper manufacturers are focusing on the need for increasing both paper machine runnability and paper formulation sustainability. The key driving actions are coating application costs reduction, replacement of fibres by fillers, substitution of higher-cost fibre sources by lower-cost fibre sources and improvement of the production output of today’s paper and board machines.
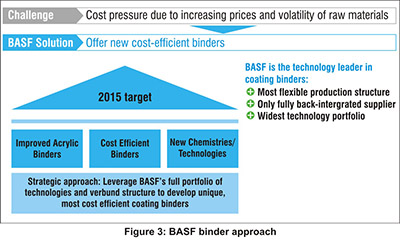
In the coating activity, BASF has developed cost-effective binders already applied on coater (Figure 3).
The butadiene-styrene dispersions remain the core know-how of BASF technology. They provide excellent binding strength and coating runnability and are suitable on all types of on and off machine coaters.
Recently, due to butadiene market price volatility, BASF has developed new cost-competitive acrylic binders to ensure customers competitively. Acrylic dispersions offer advantages like smell absence, better light stability and good printability. Such new acrylic binders have been applied successfully as Top Coat binder providing a direct alternative to XSB technology.
BASF recently developed the concept of Cost Efficient Binders on XSB. Such dispersions are combining new protective colloids systems imparting cost-competitiveness and savings up to $4 million per year to our customers (eg. for a 200,000 tons/year graphical paper machine), without any detrimental effects on coater runnability or coated paper printability.
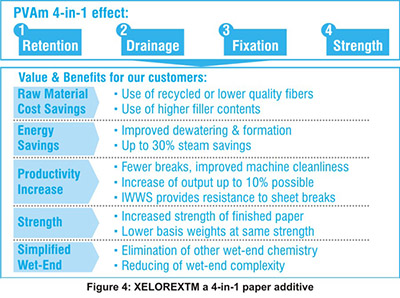
In the area of wet-end application, XELOREXTM based on PVAm chemistry can improve retention, dewatering, fixation and strength. It provides a breakthrough in cost reduction and sustainability (Figure 4).
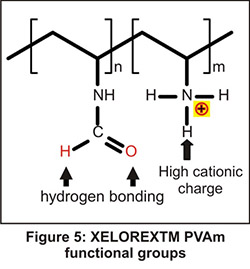
The cationic vinylamine group (Figure 5) develops an anchoring power during wet-end operations. This property enables the fixation of any hydrophobic substances on the fibres, preventing any deposit issues on doctor blades and producing later on better paper machine runnability. These properties are needed when the paper fibre quality is reduced, e.g. through the use of recycled or lower-quality fibres, such as seasonal fibres like straw or bagasse.
The presence of the vinyl-formamide groups increases the hydrogen bonding on fibres. This increases fibre-polymer interactions and finally the paper’s strength.
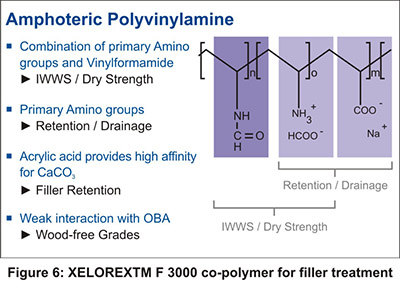
The copolymerisation of VFA with other water-soluble monomers is possible. For example, with the acrylic acid monomer, anionic groups can be added in the polymer backbone providing particular properties of the final amphoteric polymer (see Figure 6).
The presence of the acrylate group provides a high calcium carbonate filler affinity, the thus particular interactions between the amphoteric XELOREXTM with the fibres, the fillers, inter and intra polymer chains once adsorbed on the substrate.
The following new case studies will further demonstrate the benefits provided by the pre-treatment of the fillers by the VFA copolymer XELOREXTM F 3000.
The following case (Figure 7), the paper mill wanted to use their own production of short fibres to replace expensive long fibres. The case study demonstrates the substitution of 10 per cent of long fibres by short fibres in copy paper production through an XELOREXTM F 3000 filler treatment.
The XELOREXTM F 3000 was introduced into the filler pipe line to treat the fillers before its injection at the fan pump of the paper machine.
The paper mill saved $0.75 million per year through raw material savings and steam, electricity and chemical reductions.
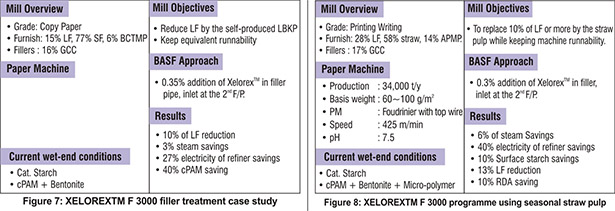
In the following example (Figure 8), the mill wanted to replace long fibres with seasonal straw pulp.
In the Figure 8 example, a filler treatment programme was implemented.
The paper mill could substitute some long fibres with straw pulp. Beside that target, additional savings in steam, electricity, surface starch and RDA programme were possible for a value of $0.18 million per year.
In Figure 9, the paper mill is using commercial bagasse as a raw material and has the objective to produce itself this seasonal fibre with a higher yield than the present supplier.
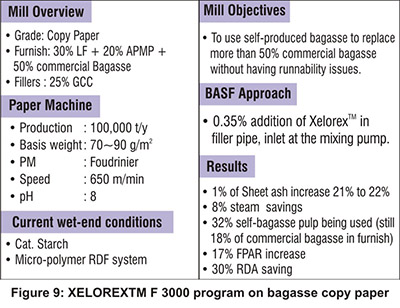
The bagasse has the particularity to contain a high level of parenchyma cells responsible for linting and dusting quality issues.
Through the introduction of XELOREXTM F 3000 into the filler line, before its injection by the fan pump, the paper maker could use 32 per cent of its own bagasse production. The paper machine first pass retention went up by 17 per cent with a reduction of 30 per cent in RDA chemicals. In total, the paper mill could save $0.5 million per year.
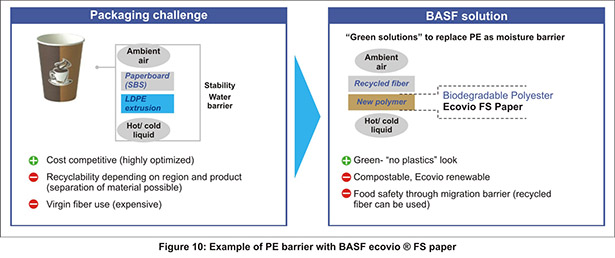
PE Replacement as Water and Moisture Barrier
PolyEthylene remains the most important material as a water/moisture barrier in hot drink cups, paper wraps or freezer boxes, but its poor biodegrability represents a major sustainability issue.
Figure 10 describes an alternative solution to PolyEthylene as a barrier in the production of hot drink
cups. The standard cups are using expensive solid bleached board, which is coated by a film of
polyethylene, as a water and moisture barrier.
BASF ecovio® FS paper (biodegradable polyester and polylactic acid) can be processed on
conventional LDPE extrusion lines and it results in the following benefits:
• use of recycled fibres for cup structure
• barrier for fat, liquids, aromas and mineral oils
• repulpability on standard paper recycling units
• compostable packaging
Ecovio® FS Paper has an excellent adhesion to paper, good thermo stability (up to 260C) and excellent processability on cup making machines for LDPE-coated board. It is a perfect example of how chemistry can provide sustainable solutions to packaging challenges.
Conclusion
The concept of TCO reduction through ash content increase, filler treatment or expensive fibre substitution by lower costs fibres has been illustrated effectively on medium and large paper machines through XELOREXTM F 3000 addition. Optimised Cost Effective Binders are effectively used today for coating operations reducing their cost of operations without providing coater runnability issues or coated paper quality problems. Sustainability becomes more important in an industry that has been for many decades at the forefront of material recycling. New solutions for water and moisture PolyEthylene barrier replacement are possible today through ecovio® FS Paper extrusion polymer utilisation. More challenges related to barriers or strength will come, and BASF research and development centres are working on concepts using new dispersions and new strength additives.
This feature article has been written by Christian Jehn-Rendu, Senior Manager, Asia Pacific-Regional Research and Development Paper Chemicals Asia Pacific, BASF Auxiliary Chemicals Co. Ltd.

