


Naini Group is a lean company, which envisions efficient manufacturing, better product quality, and healthy environment move together in sync. Paper Mart recently visited Naini Group’s writing-printing paper manufacturing plants to eyewitness major technological initiatives in production and environment domains, only to find some very encouraging results.
Exemplified aptly by its slogan “Ethically Firm, Environ-mentally Strong”, the Group over a period of time has invested considerably in of-the-age technologies in both its companies, viz. Naini Papers Limited and Naini Tissues Limited to de-bottleneck production processes and environmental performance. Naini’s efforts stand out strikingly on the Indian industrial landscape, where percolation of innovation is a bit tardy because of many factors, main being lack of quality consciousness and skepticism about ROI.
The cost of proven and high-quality technology for the pulp and paper manufacturing processes may deter many, especially small and mid-sized mills who are already caught in a web of flailing production, price competition, worrisome raw material scenario, and stringent environmental regulation. But then the question is how Naini came out of this web! “In order to excel, we needed to create our very own niche in this competitive market. Consequently, we had to go out exploring for latest technologies and adopt them too. In 2011, we identified that there are certain technologies which can really be a game changer for the pulp and paper industry; we acted swiftly on them to be incorporated in our processes,” answers Mr. Pawan Agarwal, Managing Director, Naini Group.
If there is an issue, there is a technology too!


Naini’s one part/aspect of the technological efforts pertains to assessing issues with production process and quality control and addressing them with right technology. The company faced issues on the front of producing good pulp from relatively poor quality agro-fiber, printability and print-quality of paper, speed and runnability, dryness and bulk, etc. Naini revamped its PM#2 and old paper machine PM#1, both producing writing-printing paper, with proper technology upgradation involving considerable sums but returning significant benefits too.
“One inherent issue was agro-fiber which is not such a good fiber as compared to wood for making W&P paper. So, first of all we concentrated on pulp mill. For producing good quality pulp, with lots of internal research, we adopted oxygen delignification, one of the path breaking technologies in those times, and which changed the whole scenario with regards to quality of pulp,” informs Mr. Agarwal. Talking further on the benefits of oxygen delignification, he said that chemical consumption was reduced significantly by using oxygen instead of other bleaching agents; chlorine alone was reduced by almost 35 percent. Besides, this reduced chemical consumption led to a positive impact on environment with lesser loads on ETP and consequently reducing COD and AOX levels in treated wastewater. Naini today is using as low as 28 to 30 kg of chlorine per tonne of pulp which is perhaps a benchmark in the Indian paper industry.

Next logical move for Naini, after getting quality pulp, was to concentrate on quality paper, and thus it shifted its focus on the two machines (PM#1&2). The major issue Naini found was the gap in quality between products based on agro-fiber and products based on wood. In order to bridge the gap, it installed a film size press and shoe press in its paper machine (PM#2) in Naini Tissues Limited and then replicated the success on its older paper machine (PM#1) in Naini papers Limited, though with some other advanced alterations. “We found major difference in the quality of printing between agro-based paper and wood-based paper and there were other quality issues such as dryness, bulk, etc. were to be addressed in both the machines. To address these issues, we decided for a film size press. Simultaneously, we thought of increasing the production as well without affecting the quality and we came across the shoe-press technology. So, a shoe press was able to give us good dryness of press section along with better bulk. It also saved steam cost per tonne of paper. After a lot of research and a number of visits to Europe, we selected a proper supplier and installed both these technologies, first in our PM#2,” says Mr. Agarwal. “Bulk and dryness are both contrary parameters. If dryness is good bulk will go down, and vice versa. However, it is not the case with shoe-press as it gives better dryness with better bulk.”

Naini was able to identify a good European supplier to get both the technologies together. These were finally commissioned in 2011 in Naini Tissues Ltd. (PM#2). “Once it was installed, it gave us very good results in terms of quality, production, runnability and we were immediately able to take our machine from 575 mpm to 725 mpm and now we are taking it up to 800 mpm,” says Mr. Agarwal.
After adoption of these technologies, Naini was able to effectively bridge the gap between agro-based writing-printing paper and that of wood-based to a large extent. Now, if there was a gap, it was minimal and which could be eliminated further by little technological modifications wherever needed. Its brand Naini Classic became an instant hit and proved to be a benchmark of quality in the segment. Belief in technology bears real fruit and bolstered by the outcome, Naini decided to move ahead with its technology revamping program.

“In the series of new technology adoption, there was a point when we realized that the difference in the quality of paper made from wood versus the paper made from agricultural waste was not much and with employment of good technology both in pulp mill and paper machine, we can really eliminate that gap with further modifications,” says Mr. Agarwal. Installation of Duo Former and a new hot Calender on PM#2 in 2013 from Voith was among such further modifications, which tremendously improved the paper formation, its two-sidedness, and other surface properties.

Having done so much for pulp mill and PM#2, Naini then shifted its focus to finishing of paper. It installed a Synchro Fly Sheeter from Pasaban in 2014 for giving a quality finish to the paper it produced. “We felt sheeting was not as per the market requirement and there were certain wastages at the end of the end-consumers. All this was because of not so good quality of sheeting. Installation of Pasaban sheeter again was an instant hit and we got some very good new customers. So, that was again a turning point for us,” Mr. Agarwal points out.
Revamping the Paper Machine (PM#1) in Naini Papers Limited
The success in Naini Tissues Ltd. inspired the management to replicate the technology upgradations in PM1 at Naini Papers Ltd. as well, but with few more advancements. Naini Papers had an old machine, commissioned in 1998 and producing 35 to 40 tonne kraft paper. It was a ground floor, slow speed machine having lots of limitations. “We kept on rebuilding this machine for 10 years and then we felt that now something major should be done. Therefore, this machine was converted into W&P paper machine in 2008 and in 2012 we installed a bi-nip press on this to further speed up the machine,” says Mr. Agarwal.
In the beginning of 2013, PM#1 was running at around 400 mpm producing 90 tpd of W&P paper. The quality however was slightly inferior to what was being produced in PM2 of Naini Tissues Ltd, with the same pulp quality and cost of production. A major rebuild program of PM1 was initiated thereafter which included the installation of hydraulic headbox with dilution profile and shaking unit (DuoShake) from Voith, a shoe-press and a film-size press from Gapcon, and machine DCS from Siemens. “This machine was designed for a speed of 600 mpm and today we are running it at 625 mpm producing close to 160 MT paper per day. This perhaps is the fastest machine in the world on ground floor without basement. Also, it was the first shoe-press and first film size press in the world on a ground floor machine,” informs Mr. Agarwal. The approach of this re-build was holistic and thorough study was done by the main machine supplier Gapcon in order to eliminate all the bottlenecks for quality and production targets. The approach flow was totally changed, new vaccum system was purchased from Garden Denver (Nash), new Steam, and condensate system was bought from Kadant Johnson, enzymatic starch kitchen was from BVG and the drives were revamped to silent drive system.
Naini therefore was able to revamp its aged PM#1 with latest available technology, which ramped up its production volume by 30 percent with visible quality enhancements. In September 2016, Naini also launched its copier paper in 65 gsm, 70 gsm and 75 gsm with brand names Maple (70 gsm) and Monarque (65, 75 gsm), which was instantly appreciated by the market. “Just four months ago, we produced a meager quantity of 210 tonnes of copier just to take the feel of the market, and to our pleasant surprise it was an instant hit. The market gave us very good response and I am delighted to announce that we will be producing 1000 tonne copier paper in January,” remarks Mr. Agarwal. “Our copier is made of virgin fiber. We are also adding imported hardwood and softwood pulps helping us to produce very good quality, which is directly pitched against wood-base mills’ copier paper like that of JK, West Coast, IP, APP and April Fine. Today, Naini has sizeable enquiry for export of copier paper in 75 and 80 gsm.
Conservation Approaches & Green technology
The other aspect of Naini’s technological execution is in the domain of resource conservation and suitable environmental practices. Although the technology for quality and production augmentation and that for reducing negative environmental footprint may not be isolated, both are separate field of study for the purpose of achieving absolute results in their respective domains. Naini’s efforts are marked for its utter dedication to achieving separate results by investing individually in these two domains and by working out collectively wherever it’s possible. “We have made environment, a cardinal point in our philosophy. Naini Group is environmentally firm and ethically strong. We give lot of emphasis while selecting a technology and see how it is going to affect our environment,” contends Mr. Agarwal.
Naini’s chemical recovery unit, bio-methanation (anaerobic) plant, and effluent treatment plant (ETP) are based on latest scientific innovations and address directly the environmental concerns of the company. Besides, its oxygen delignification unit at pulp mill also addresses the pollution load issue by drastically reducing the chlorine consumption by 35 percent thereby decreasing the burden on ETP and making it do the work more efficiently.
Mr. Agarwal as the Chairman of Paper Unit Chapter of Uttarakhand, having 28 member mills, was also instrumental in formulating a charter on pollution norms, which later was subsumed in the CPCB Charter for Ganga River Basin. The voluminous Charter mapped every process to be adopted by paper mills in the Ganga River Basin, i.e. Uttar Pradesh and Uttarakhand. “A mill has to have a continuous digester, brown stock washer, multi-stage bleaching, etc. And, if it is bleaching, one has to have oxygen delignification or elemental chlorine-free bleaching; these kinds of things were placed in the Charter and we followed it,” says Mr. Agarwal. Naini from the very beginning made it a point to absolutely adhere to these norms and as a result it is the lowest fresh water consuming agro-based paper mill in the country. Naini today is consuming as low as 45 KL/tonne of paper which is almost half as compared to other mills. Naini expects to bring it down to 40 KL/tonne of paper by the end of 2017.
The paper industry is highly water intensive with large wastewater discharges and with high potential to pollute the environment. Naini’s most of the technological endeavors essentially aim to reducing water consumption to the maximum extent possible by the adoption of cleaner production programs and by improving the quality of waste-to-be-discharged. “Earlier our fresh water consumption was 65 KL/tonne of paper and now it has come down to 45 KL/tonne on PM#1 and PM#2 because we have speeded up the same machines. Before zeroing in on a technology, we ask our suppliers a number of questions on energy, water and chemical consumptions and their impact on downstream processes,” clarifies Mr. Agarwal.
Resource and waste minimization concept is now inbuilt in Naini’s manufacturing operations and seems like an old habit. One can easily witness the improved house-keeping, optimize process parameters, increased recycles and adoption of improved technology, visible at numerous places in the factory premises. Moreover, Naini does not believe only in end-of-the-pipe solutions but advocates assessing all the possible point of waste-generation and restrict the wastage there. “We deeply studied the effluent generation at each point and restricted the quality of effluent coming out of each process area; the in-charge of each area is responsible for the quality of effluent coming out of his area of operation. We noticed that this improved the quality of effluent going in to the ETP to a huge extent,” Mr. Agarwal points out. “After installing oxygen delignification, our COD of bleach effluent came down by 35 percent which is substantial.”
Naini has also done extensive metering at various points to gauge the quantity and quality of water being consumed and discharged. “We have got several stations; we fitted all borewells with electronic meters; these borewells fill the reservoir, from where water goes by various coded lines, which again have got meters. Then, we identified points where the quality of effluent was to be tested at regular basis like COD and BOD coming out of it and then the total effluent goes into the effluent treatment plant,” Mr. Agarwal further clarifies.
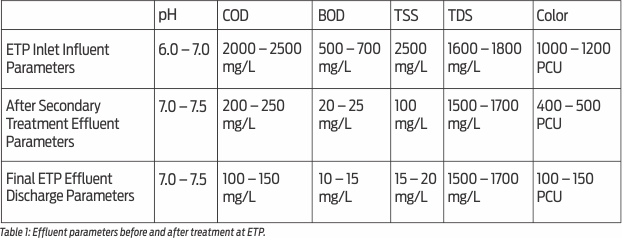
A mix of aerobic and anaerobic systems is put in place by Naini for waste management and effluent treatment. A biomethanation plant – an anaerobic system – is installed before ETP, both in Naini Tissues Ltd. and Naini Papers Ltd. to produce biogas out of certain effluent streams having high COD load. Besides producing biogas to be used in boiler, the plant also helped in reducing the COD by 75 percent. The whole chain of this effluent treatment is analyzed with the help of an online monitoring system installed in January, 2015. Moreover, Naini perhaps is among few mills to set up tertiary level treatment stage in its ETP. One can easily see the impressive data displayed by this online system in terms of COD, BOD, TSS, TDS, etc. We came across surprisingly pleasant data on a monitor displaying final ETP effluent discharge parameters (Table 1).
“The biomethanation plant in Naini Tissues Ltd. is bigger in capacity than the one in Naini Papers LImited. Both the plants are bought from Hydrothane of Netherlands; we have this anaerobic system before ETP in both plants. Additionally, we have installed a tertiary system also, wherein we are further reducing the effluent color and trying to re-circulate maximum effluent through the process,” explains Mr. Agarwal.
The Whole is Bigger than Sum of Its Parts!
Mr. Agarwal opines that technology upgradation is one complete action rather than a piecemeal one and should be done across the entire manufacturing chain to obtain lasting outcomes. “If you leave any bottleneck it will become a problem. If your intent is only to enhance production then part-wise investment makes sense; however, if you want to control the quality too, you have to change every section by studying the entire chain and then invest. In 2014, we invested around INR 65 Cr just in the machine and its auxiliaries. We expected ROI within five-six years but to our surprise we might get the ROI in mere three and half years. It has already been two years since December 2014; I think in another one and a half year, we will be getting our complete money back,” says Mr. Agarwal.

Explaining further, he says, “People invest in pieces. For example, if they have installed a calendar, they will be satisfied that they have done the rebuild. But, what about your press section, wet end, etc.? When we did this rebuild in Naini Papers Ltd., it was a comprehensive rebuild right from the approach floor and complete vacuum system to silos and back water chambers; everything was studied and changed accordingly, including the complete wire part, headbox, wet-end section. We also put up a new DCS for this machine. And, this complete technology overhaul paid us well.”
Moreover, technology rebuild is not only a complete process but is also a continuous effort. Mr. Agarwal clarifies, “Earlier a mill having done a major rebuild would go in a slumber for five-eight years and then think of doing some major change; now it’s not that way anymore. We did a major rebuild in 2014 and we are doing a rebuild again in 2017. The rate of change of technology have become so fast that it has become a continuous feature now, just like production. We keep doing few modifications every now and then to stay technically sound and improve our product quality, production and the overall product.”

Naini Group has shown that right technology at right time really pays and can be a game-changer in many ways. After these critical rebuilds, Naini has been able to produce more with the same resources and been able to improve the quality of the paper. “Both ways (production and quality), we were able to create value for the company and today with these rebuilds and technological developments, we stand at a point where we are producing around 100,000 tonne per annum on both the machines,” quips Mr. Agarwal.
